A LONG STANDING TRADITION OF QUALITY
For nearly 65 years, quality aluminum extrusions have been produced in the Rome, GA facility. After several expansions and ownership changes, quality and service still remain the number one priority.

The 2700 ton 8″ press and the 2000 ton 7″ press are two of the most technologically advanced presses available for aluminum extrusions.
A state-of-the-art quenching system enables us to cool the aluminum quickly, ensuring we get the aluminum properties our customers
OUR STATS

- 40,000,000 lbs/year capacity
- 6063, 6005, 6061 alloys
- 2000 ton 7″ press
- 2200 ton 7″ press
- 2700 ton 8″ press
6000 SERIES ALUMINIUM

Profile Custom Extrusions specializes in 6000 series aluminum alloys. These alloys are heat treatable, and known for strength, machinability, and finish quality.
While pure aluminum is available, it is rarely used commercially. Most aluminum in production today is mixed with other elements to achieve desired physical characteristics. The 6000 series aluminum is a combination of aluminum, magnesium, and silicon.
After extrusion, the aluminum is aged in a temperature controlled oven for a specified period of time at a specified temperature to achieve the exact characteristics needed in the extrusions.
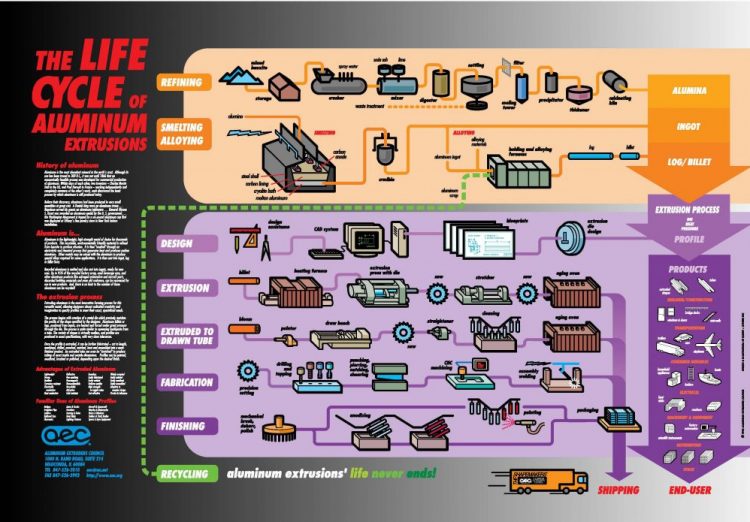
THE PROCESS

“Once the desired shape for the finished profile has been developed and the appropriate aluminum alloy selected, an extrusion die, and associated tooling, is produced. In the actual extrusion process, the aluminum billet (a cast “log” of extrusion feedstock) and extrusion tools are preheated. During extrusion, the billet is still solid, but has been softened in a furnace. Note: The melting point of aluminum is approximately 1,220° Fahrenheit (660° Centigrade). Extrusion operations typically take place with billet heated to temperatures in excess of 700°F (375°C), and — depending upon the alloy being extruded — as high as 930°F (500°C).
The actual extrusion process begins when the press ram starts applying pressure to the billet within a container. Hydraulic presses can exert from 100 tons to 15,000 tons of pressure; the pressure capacity of a specific press determines how large an extrusion it can produce.
As pressure is applied, the billet is first crushed against the die, becoming shorter and wider until its expansion is restricted by the container walls. Then, as the pressure increases, the soft (but still solid) aluminum has no place else to go and begins to squeeze out through the shaped die to emerge on the other side as a fully formed profile.
The formed profile is cut off at the die and the remainder of the metal is removed to be recycled. After it leaves the die, the still-hot extrusion may be quenched, mechanically treated, and aged to impart desired metallurgical properties and physical performance.
After sufficient aging, whether in an aging oven or at room temperature, the profiles are moved to other areas of the plant and may be finished (painted or anodized), fabricated (cut, machined, bent, welded, assembled), or packed for shipment.”
AEC MEMBER
Profile Custom Extrusions is proud to be a member of the Aluminum Extruders Councilontrol process empowers every employee the authority to pull a product that does not meet specifications. Every employee at Profile is concerned with one thing: CUSTOMER SATISFACTION.